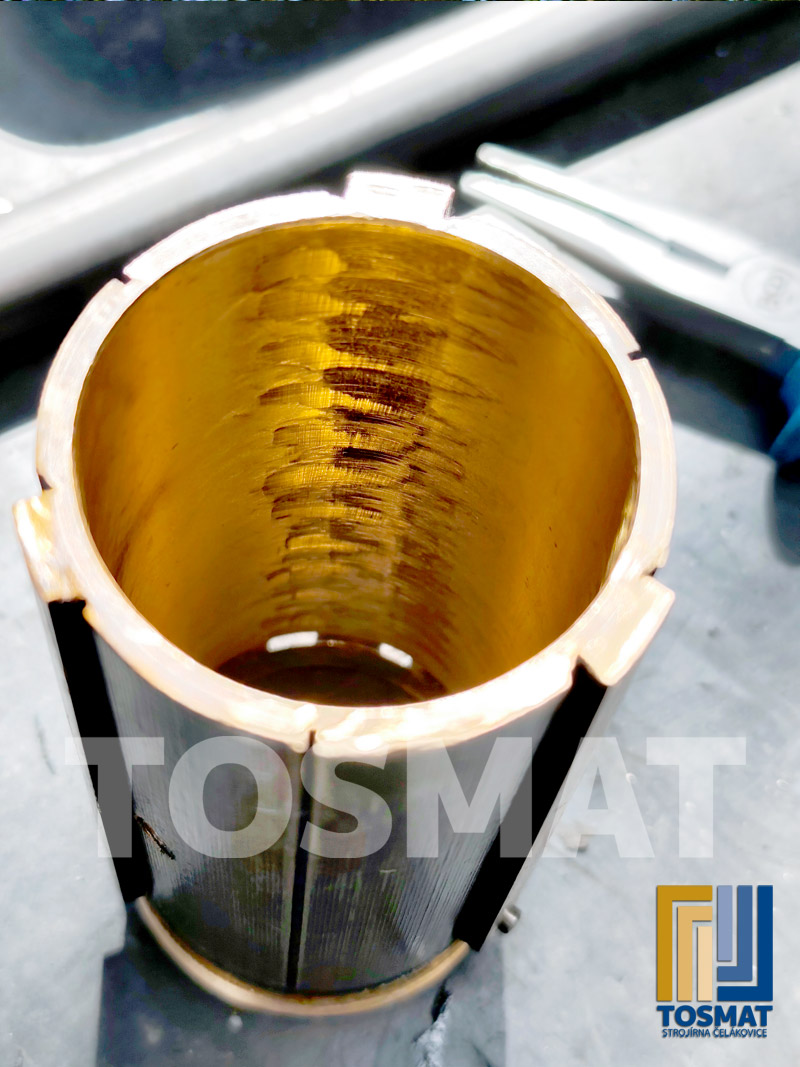
Speciální kluzná pouzdra a hydrostatická ložiska pro přesná uložení vřeten brusky BPH20 máme u nás skladem. Jedná se o vlastní výrobu speciálních kluzných hydrodynamických ložisek.
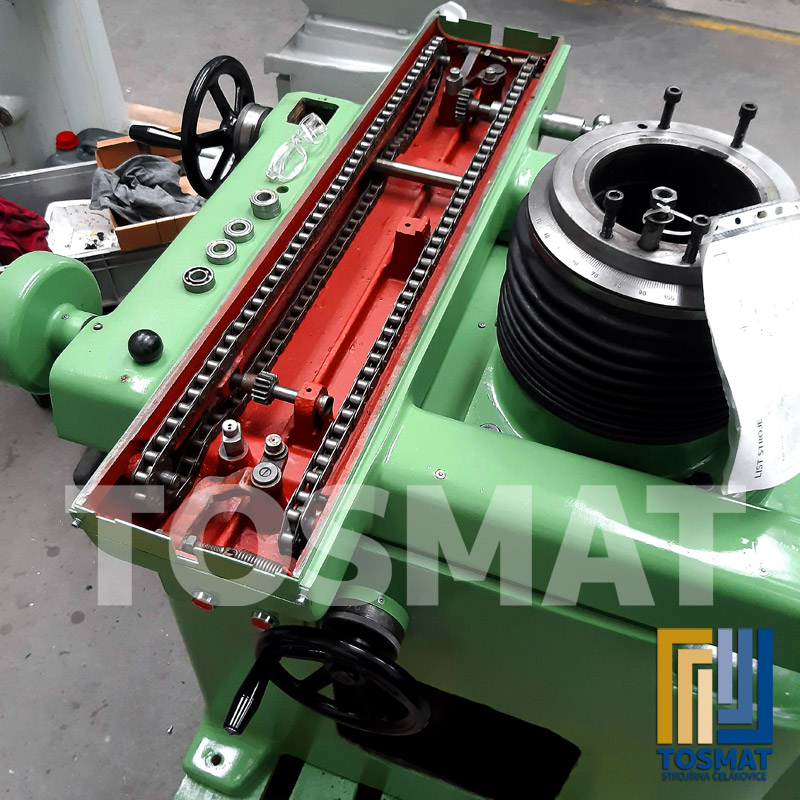
Repasujeme kompletně vřetena brusek BPH 20 s tímto typem uložení. Pokud je stroj jinak v dobré kondici, není nutné jej odvážet. Vřeteno (celý tubus) nám stačí zaslat, návod na demontáž poskytneme a u nás provedeme kompletní opravu.

Kluzná uložení jsou schopna přenášet velké výkony, pokud jsou v dobré kondici. Jejich nestandardní opotřebení (pokud pomineme zadření) je možné výrazně ovlivnit správným provozem:
– správné a dostatečné mazání předepsaným mazivem na prvním místě
– u řemenových převodů správně napnuté řemeny. Nadměrné přepnutí způsobuje ovalitu ložisek
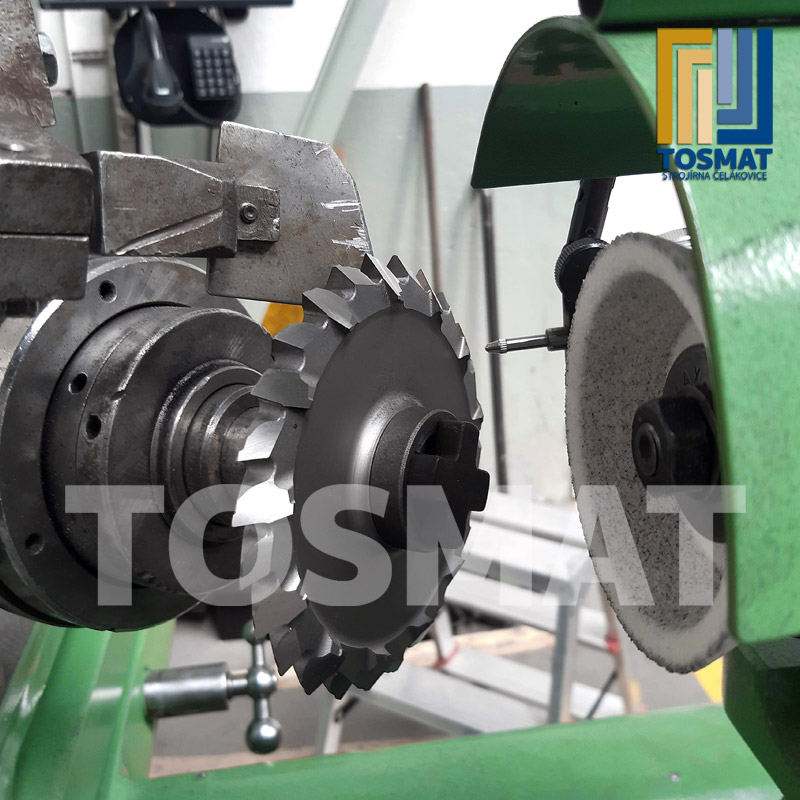
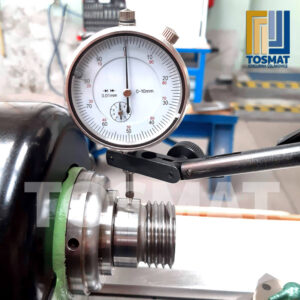
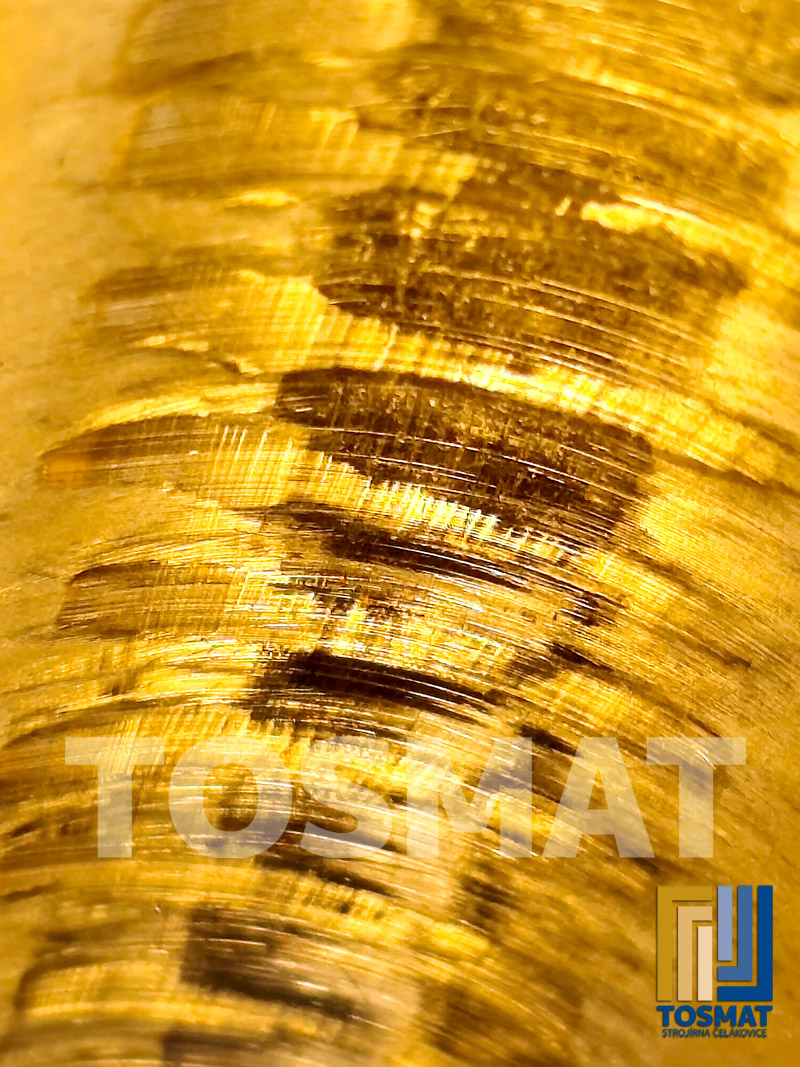
– vždy správně a přesně vyvážený brusný kotouč. Vibrace způsobují tlaková opotřebení (viz foto)
– správné řezné podmínky (bruska, soustruh) dle parametrů stroje. Přetížení způsobuje kroucení.
– dodržování provozních podmínek, především teplot vřetene a okolí
– neodborné zásahy do ústrojí uložení, chybné dotažení axiálů
Výše uvedeny nejčastější chyby obsluhy stroje, ovlivňující stav, kvalitu a živostnost uložení vřetene.
Projevy poškozeného uložení vřetene jsou obvykle nadměrné zahřívání s hrozbou následného předření nebo úplného zadření uložení, vibrace brusného kotouče i při správném vyvážení, nemožnost orovnání kotouče, špatný výbrus (kvalita povrchu), povrch broušení je „mramorovaný“ nebo jeví známky „skeleton“ efektu. Poškozená kluzná ložiska dále vykazují zvýšené vůle uložení, případně nestandardní zvuky při rozběhu nebo při běhu.